施工技術
專注陰極保護生產研發20年,中石油、中石化、中交集團入網單
位,燃氣公司指定供應商!
一、說明
本冊適用于套裝鎂合金犧牲陽極(鋅合金犧牲陽極)安裝、測量使用。請詳細閱讀本冊后,根據實際情況準備工具,為方便安裝,可以使用您認為更為方便可靠的工具。如采用鋁熱焊技術焊接,請結合《鋁熱焊使用手冊》使用,如有疑問請聯系本公司。
二、工具準備
1.自來水:用于陽極回填時對陽極進行澆灌,根據陽極數量準備;
2.剝電纜外絕緣保護層用的工具,比如鉗子或者刀具;
3.清除管道表面防腐層用的鑿子、錘子、砂紙;
4.鋁熱焊工具:焊劑、模具、打火槍;
5.補口用熱熔膠、補傷片;
6.加熱設備;
7.硫酸銅參比電極(長效埋地式或便攜式);
8.萬用表(推薦使用數字萬用表DT-930);
三、犧牲陽極的組成
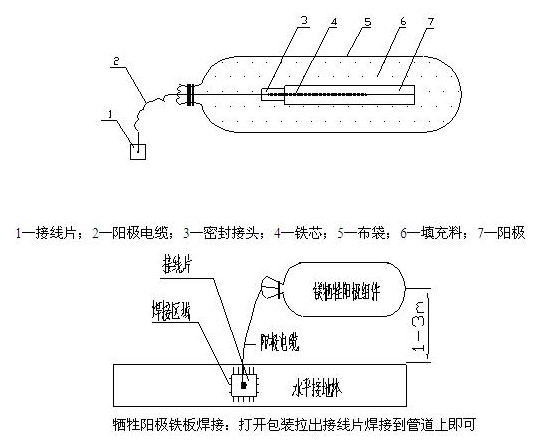
套裝鎂合金犧牲陽極由以下幾部分組成:
1.任意規格的一支鎂合金陽極;
2.焊接在鎂陽極鋼芯上面的若干長度電纜線;
3.鎂合金陽極專用填料(粉狀);
4.承裝鎂陽極及填料的棉布袋;
5.蕞外面一層白色編織包裝袋;
四、陽極檢查
在搬運陽極過程中注意輕拿輕放,防止棉布袋劃破,嚴禁扯拉電纜線,防止電纜與陽極連接處脫落。陽極運輸到現場后,應對陽極的填料、電纜與陽極的連接處進行檢查,如果發現填料撒漏較多,或者電纜連接處脫落,需要現場處理補救。
五、陽極地床的開挖
根據設計要求,在管線的相應位置開挖陽極坑(地床),尺寸比套裝鎂合金陽極稍大,能容下陽極放置。陽極地床一般采用與管道平行開挖方式。陽極地床和管道之間不允許有金屬構筑物,應避開交流電干擾嚴重的地方。
六、陽極的埋設及深度
鎂合金陽極在相應位置的陽極地床中埋設,陽極及電纜線埋設深度一般距地面不小于0.7米,但必須在 凍土層 以下位置。
七、犧牲陽極(地床)位置分布及與管道的連接方式
犧牲陽極位置分布及連接方式,應嚴格按照設計進行,一般遵循以下原則:
1、直接連接
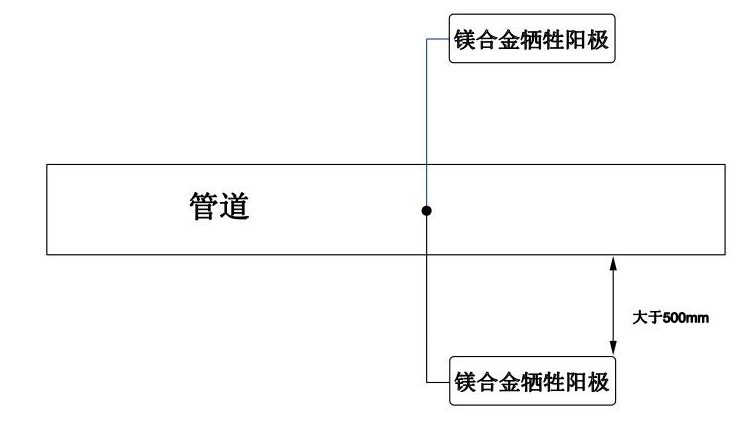
①當設計每組為一套陽極時候,建議相鄰的兩組陽極沿管道兩邊交替埋設,距離管道3~5米為宜,蕞小不小于于0.5米。如下圖:
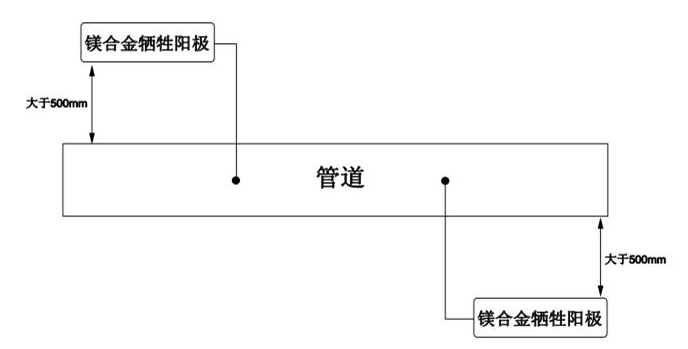
②當設計每組為2套、或者2套倍數的時候,建議在管道兩邊平均分布埋設,距離管道3~5米為宜,蕞小不小于于0.5米。如下圖:
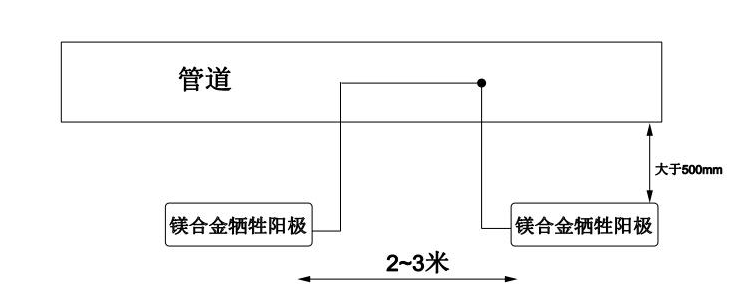
③當某些地段不允許在管道兩旁埋設時,可調整至一邊埋設,距離管道3~5米為宜,蕞小不小于于0.5米。但是每套陽極間隔2~3米為宜。如下圖:
2、間接連接
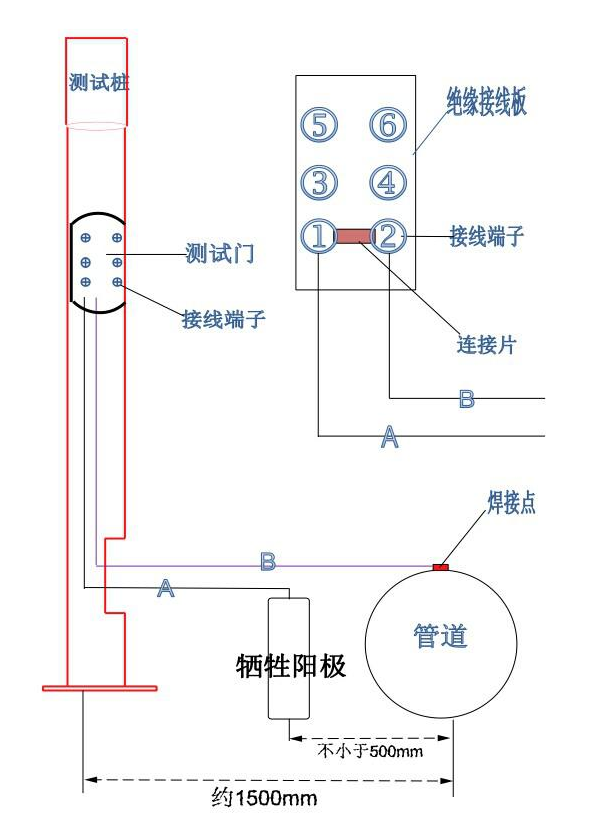
需要通過測試裝置間接與管道連接時,犧牲陽極位置不變,陽極線A連接到測試樁里的接線板上,用另外單獨一根電纜線B(規格一般與陽極線相同)一端與管道連接,另一端也接到測試樁接線板中,在絕緣板上通過連接片與陽極電線導通。如圖:
八、陽極與管道焊接
電纜與管道焊接方法:
方法1:建議使用鋁熱焊技術進行,具體方法詳見《鋁熱焊使用手冊》;
方法2:亦可事先在電纜連接端焊接鐵板,鐵板與管道焊接。如下圖:
所有電纜與管道的焊接,電纜線應預留足夠的長度,以免回填時,土料壓斷電纜,甚至焊點脫落。
九、補口防腐
陽極焊接后,應嚴格按照設計要求,對補口進行防腐措施。可用下鋪熱熔膠,表面用補傷片進行防腐。具體步驟為:將棒狀熱熔膠盛入容器,加熱后成膠狀(也可用專用加熱搶),鋪滿補口,上面貼上補傷片,對補傷片進行熏烤,使之與管道表面結合牢固,建議用防腐膠帶進行纏繞加固。此為蕞低標準補口防腐,如用其它方式,效果不應低于此方法。
十、犧牲陽極地床的回填
補口防腐后,除去包裝編織袋,陽極進行回填時,應充分澆水,每回填20~30cm應行夯一次并澆水,等水滲完后繼續回填、夯實。并使填包料達到飽和,恢復地貌。回填土料禁止有石塊等雜物。
十一、犧牲陽極的測量
有關管線、犧牲陽極數據的測量,需要埋設測試樁和參比電極,配合萬用表測量。測試樁一般位于介質流向的左側距管道中心線1.5米處,具體參考《測試樁使用手冊》;長效參比電極一般埋設在構筑物附近,具體參考《長效硫酸銅參比電極使用手冊》。
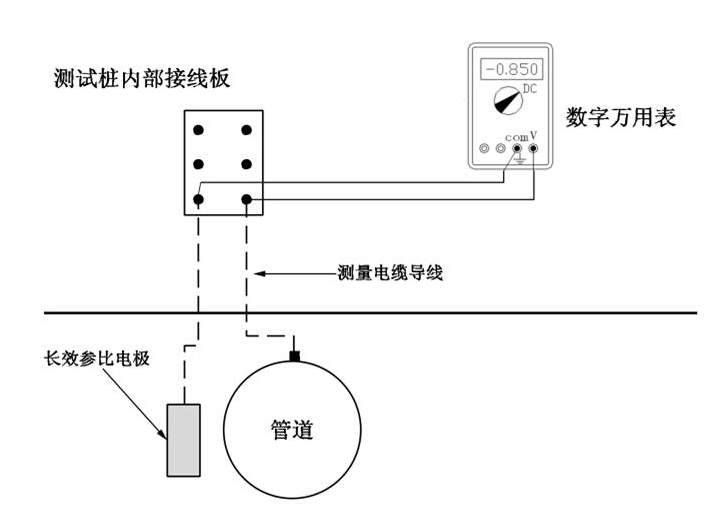
1、電位測試樁接線方法
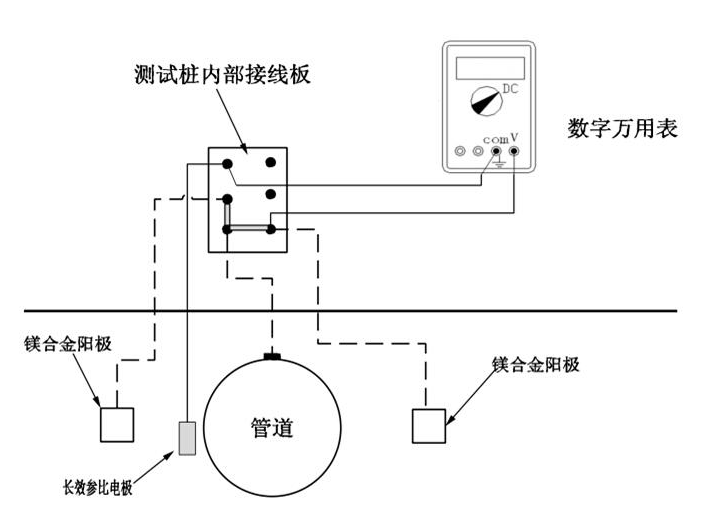
2、犧牲陽極測試樁接線方法
3、采用便攜式參比電極測量時,測試樁接線方法同長效相同,將便攜式參比電極置于被測構筑物上方測量,詳細參考《便攜式參比電極使用手冊》。
4、數據的測量應在埋設犧牲陽極7天后測量,采用數字萬用表測量數據時,將萬用表調至DC2V,參比電極線接入萬用表負極,犧牲陽極線接入正極讀數。